
石英ガラスとは?石英の特徴と研削における高能率加工のポイント
石英(せきえい)ガラスは、ガラスの主成分であるSiO2[二酸化ケイ素]を99.99%含有した、高純度のガラスです。石英ガラスは一般的なガラスに比べ、光透過性や耐食性・耐熱性に優れており、半導体製造プロセスや光学部品などの産業用途に広く使われています。
このコラムでは、近年増加している石英ガラスの加工における、高能率加工のポイントをご紹介します。
石英ガラスとは?石英の特徴と研削における高能率加工のポイント

石英(英:クォーツ)は、化学的安定性・耐熱性・光透過性・電気絶縁性など、多くの特性を持っています。
特に半導体製造装置では、熱処理成膜やエッチング、露光、ウェーハ洗浄などの各工程で、純度の高い石英ガラスが必要とされ、高品質な半導体製造になくてはならない素材となっています。
また医療分野では、紫外線・赤外線を吸収しないガラス部品や、実験用のマイクロ流路としても活用されるなど、私たちの生活に欠かせない素材のひとつです。
近年では、半導体デバイスの高度化・微細化によって石英ガラスの需要も増えており、より精度の高い石英ガラスの加工ニーズが増えています。
加工の現場では、より複雑形状化する石英ガラスの加工効率を上げるため、軸付きのダイヤモンドホイールを搭載した「縦形マシニングセンタ」で加工するケースも増加しています。
石英ガラスとは:
石英ガラス(せきえいガラス、英語: fused quartz)は石英 (SiO2) から作成されるガラスで、SiO2 純度が高いものをいう。溶融石英、溶融シリカ、シリカガラスなどとも呼ばれる。耐食性、耐熱性にすぐれ、非常に透明なことから、ビーカーやフラスコなど理化学用途や光ファイバーの材料などに幅広く用いられる。
石英ガラスの加工における加工効率の課題
石英ガラスは、加工性が悪い難削材として知られています。研削加工では砥粒(ダイヤモンド)の摩耗や、粉状の研削スラッジによる目詰まりで、加工効率が低いことが課題でした。
脆性材料である石英ガラスは硬く脆いため、砥石1回転(1Pass)当たりの切り込み量を少なくし、最適な研削量で加工をしないとチッピングが発生。大きなチッピングはワレや加工不良につながります。
【課題ポイント】
- 石英ガラスのチッピングを抑えつつ、研削効率をアップさせたい
石英ガラスの高能率加工のポイント
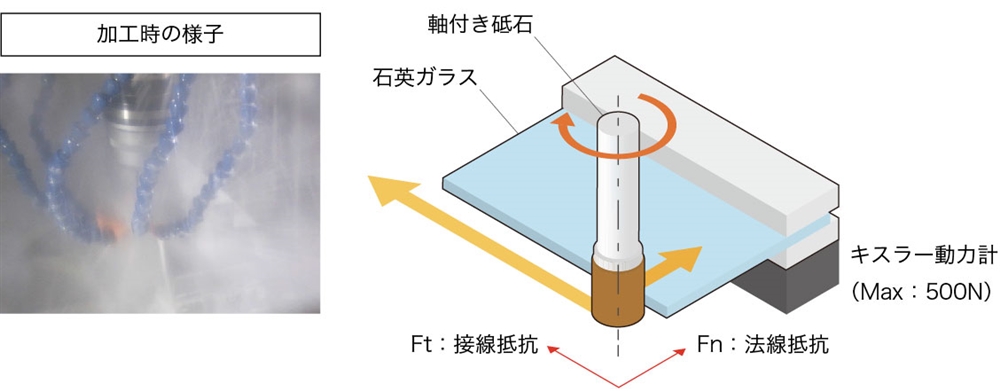
当社では、石英ガラスの高能率加工(10mm切り込み/1Pass)を実現するため、6パターンの仕様の砥石(軸付きホイール)で評価試験を実施。
高能率加工を実現するために最適な、砥粒種類・ボンド種類・集中度(砥粒の密度)の組み合わせを、「研削抵抗」と「最大チッピングの大きさ」から探りました。
〈評価試験の組み合わせ(6パターン)〉
| 仕様 | 砥粒種 | 集中度 | メタルボンド | |
|---|---|---|---|---|
| ① | M140 | 砥粒A ※現行品 | 高集中度 | A(標準) |
| ② | M140-2 | 砥粒B(中強度) | 高集中度 | B(高強度) |
| ③ | M140-3 | 砥粒C(高強度) | 高集中度 | B(高強度) |
| ④ | M140-4 | 砥粒C(高強度) | 低集中度 | A(標準) |
| ⑤ | M140-5 | 砥粒B(中強度) | 低集中度 | B(高強度) |
| ⑥ | M140-6 | 砥粒C(高強度) | 低集中度 | B(高強度) |
| 砥粒像 |
 砥粒A(現行品) |
 砥粒B |
 砥粒C |
|---|---|---|---|
| 砥粒強度 | 低強度 | 中強度 | 高強度 |
| 砥粒形状 | セミブロッキー | セミブロッキー | ブロッキー |
〈評価条件〉
- 石英ガラス材寸法:100L×50W×5T
- 固定方法:専用治具によりクランプ
- 加工方式:ダウンカット
- 工具回転数:11,000r/min
- 送り速度:200mm/min
- 切り込み量:10mm/Pass
- クーラント:モレスコBS-1 ソリュブルタイプ(80倍希釈)
- クーラント量:50L/min(ノズル6本)
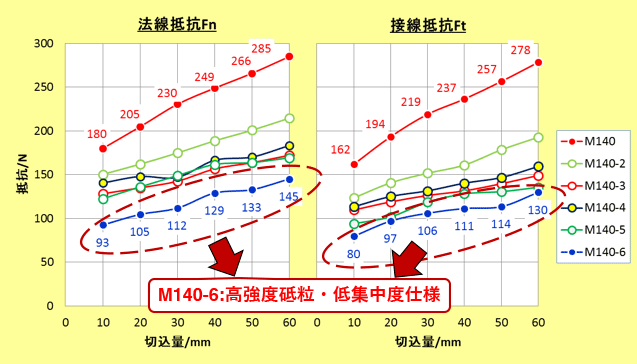
評価試験では、チッピングの大きさに注意しつつ、砥粒強度を高く・砥石の集中度を低く設定することで、石英ガラスの高能率加工(10mm切り込み/1Pass)が実現できることがわかりました。
これは石英ガラスの機械的特性であるK1C(破壊靭性値)が、材料硬度に比べて低い事を利用し、硬いダヤモンド砥粒が材料表層にクラックを発生・伝播させることで削りやすくなるためです。
【解決ポイント】
- 砥粒強度やボンド強度を大きく、砥石の集中度を低く設定することで、石英ガラスの高能率加工が実現
研削抵抗の比較について
砥粒強度が高く、砥石の集中度が低い(集中度25)仕様で、研削抵抗が低くなる結果になりました。研削抵抗が低いほど高切り込みができ、砥石1回転(1Pass)当たりの効率的な加工が実現します。
一方で、石英ガラスのチッピングが大きくなるため、加工中のワレや加工精度には砥粒粒度の選定に注意が必要です。
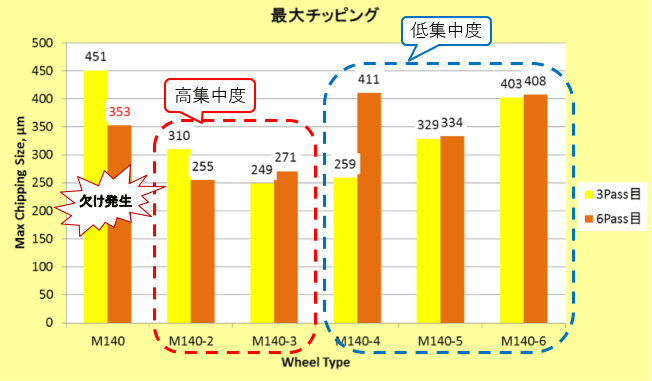
最大チッピングの大きさについて
砥粒強度が高く、砥石の集中度が高い(集中度45)仕様ほど、石英ガラスのチッピングが小さくなる結果になりました。チッピングが小さいほど加工精度が高く、高品質な加工が実現します。
一方で、研削抵抗は高くなるため、研削効率とのバランスが重要です。
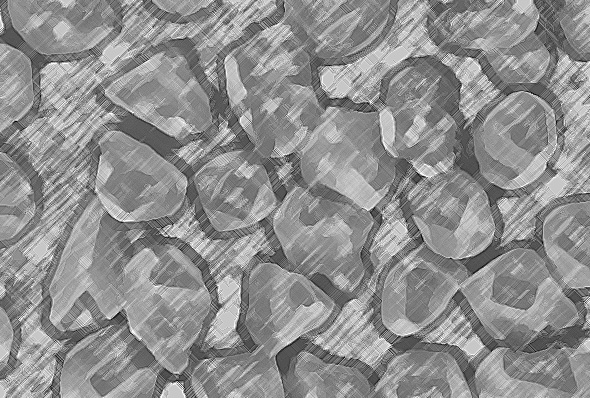
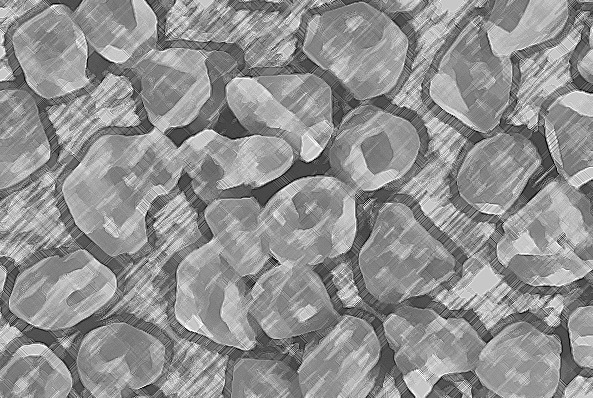
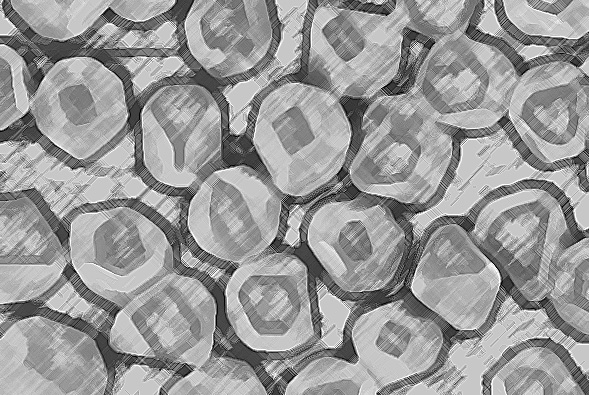
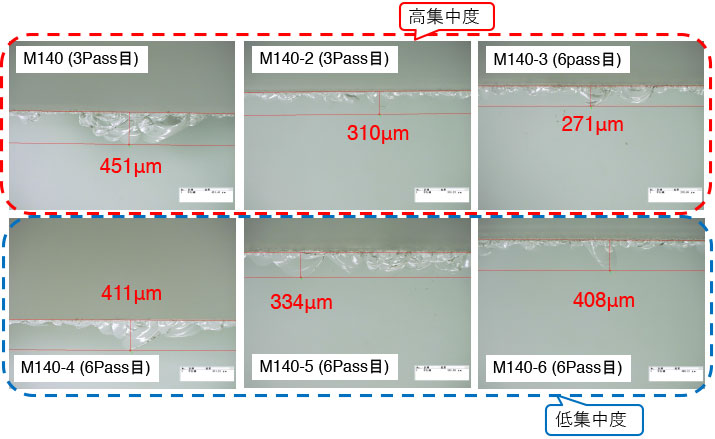
〈最大チッピングの状態観察〉
②M140-2、③M140-3では、大規模なチッピングが低減される傾向にあります。
ダイヤモンド砥粒の集中度が高いことで、砥粒一刃当たりに負荷される応力が軽減され、その分、砥粒切込み深さが見かけ上、浅くなる傾向を示していると考えられます。
石英ガラスの研削加工の効率化まとめ
東京ダイヤモンド工具製作所では、今回ご紹介した石英ガラスをはじめ、炭化ケイ素(SiC)・窒化アルミニウム(AlN)・窒化ケイ素(SiN)などのファインセラミックスの加工に最適な、ダイヤモンドホイール/CBNホイールに実績があります。
石英ガラスの研削加工や工具の選定でお困りでしたら、ぜひ一度東京ダイヤモンド工具製作所までお問い合わせください。