
ハイス加工の送り速度が2倍でも、安定研削で高能率加工を実現
【ハイスの研削における課題】
ハイスの加工において、一層の高能率化を実現したい。送り速度を高めても、安定した研削加工ができることが必要。
【CBNメタルボンドホイールで解決】
砥粒の自生発刃作用をコントロールすることにより、品位・能率・寿命のバランスを最適化することで、安定的な研削加工を実現。
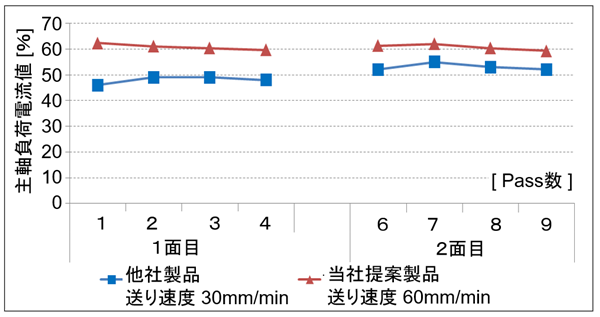
ハイス研削の送り速度2倍(30 ⇒ 60mm/min)を実現。
狙い値に対する誤差をミクロンレベルに抑えることを達成するとともに、研削焼け、うねりなどがほとんどなく良好な研削面を形成します。

他社ホイール(送り速度1/2)との電流負荷の比較
ハイス研削のテスト条件
加工方法 : クリープフィード加工
湿式アップカット
ワーク : SKH-51(HRC 59~61)
ワーク寸法: φ12x200mm(1セット8本加工)
砥石寸法 : 250D-32T-8X-127H
鉄・ハイスの研削に最適な研削工具
鉄系材料・ハイス鋼用 「メタリスト」CBNメタルボンドホイール
ビトリファイドボンドに比べ熱伝導性が格段に高いメタルボンドを基調とすることで、砥石作用面での熱の影響を最小限に抑制
【対象加工素材】
・高速度工具鋼/ハイス鋼(SKH)
・ダイス鋼(SKD)
・焼入れ鋼材(炭素鋼)など
【対象加工素材】
・高速度工具鋼/ハイス鋼(SKH)
・ダイス鋼(SKD)
・焼入れ鋼材(炭素鋼)など
■切れ味の持続と長寿命を実現するとともに、被削材のヤケ発生を抑制
■一般砥石に比べて被削材に対する熱ストレスを低く抑えられるため被削材の耐疲労強度の低下を防止
■砥粒の損傷が少なく、適度な自生発刃作用により、ドレスインターバルを延ばせ、不稼働時間の低減に貢献