
サーメット加工の切り込みが5倍でも安定研削で高能率加工を実現
【サーメットの研削における課題】
サーメットの加工において、一層の高能率化を実現したい。切り込み量を増やしても安定した研削加工ができることが必要。
【メタルボンドホイールで解決】
砥粒の自生発刃作用をコントロールすることにより、品位・能率・寿命のバランスを最適化することで、安定的な研削加工を実現。サーメット研削の1パス切り込み量5倍(0.3 ⇒ 1.5mm/pass)を実現。
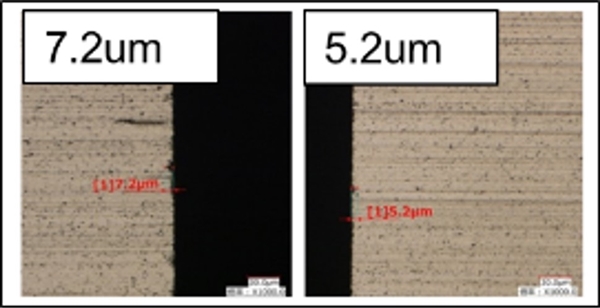
切り込み量を増やしても、加工面粗さやチッピングの大きさを抑え、切り込み量とは反比例の関係にある摩耗量を同等に抑えました。


サーメット研削時の最大チッピング(写真左)
サーメット研削のテスト条件
研削盤 : CNC成形研削盤
ワーク : サーメット(TN250)
砥 石 : 200D-10T-5X-76.2H
.
※チッピング狙い値は、10μm以下
難削材の研削に最適な研削工具
難削材料高能率研削用 「メタレックス」メタルボンドホイール
レジンボンドの切れ味とメタルボンドの耐摩耗性を併せもった、新しいコンセプトのメタルボンドホイールです。アルチック(Al2O3-TiC)・石英などの難削材料の高能率研削に適しています。